What is a Chemical Pump and How Does It Work?
Chemical pumps play a critical role in various industrial applications. They are essential for handling hazardous or corrosive fluids safely. Renowned expert Dr. Emily Carter states, “Chemical pumps are the unsung heroes of the chemical industry.” Her words highlight the significance of these devices in maintaining operational efficiency.
These pumps are designed to transport chemicals with precision and safety. They vary in design, including diaphragm, peristaltic, and gear pumps, each tailored for specific tasks. For example, peristaltic pumps are ideal for transporting viscous fluids, while diaphragm pumps excel at managing thick slurries. This diversity allows industries to select the best option for their needs.
Understanding how a chemical pump operates requires delving into its mechanics. Proper installation and maintenance are crucial for optimal performance. While a pump may seem straightforward, many users overlook common issues like seal wear and cavitation. This can lead to costly downtime and potentially hazardous leaks. Reflection on these aspects can drive improvements in safety and efficiency in chemical handling processes.

What is a Chemical Pump?
A chemical pump is a specialized device designed to move various fluids, including corrosive and viscous chemicals. These pumps are essential in many industries, such as pharmaceuticals, agriculture, and petrochemicals. According to the Global Chemical Pump Market Report 2022, the industry is projected to grow at a CAGR of over 5% by 2028. This growth is driven by the increasing demand for chemical transportation and handling solutions.
The operation of a chemical pump is fundamental to ensuring efficiency and safety in industrial processes. These pumps utilize mechanisms such as centrifugal or positive displacement. Centrifugal pumps create flow by converting mechanical energy into kinetic energy. Meanwhile, positive displacement pumps move fluids by trapping a fixed amount and forcing it into the discharge. Each type has its own advantages depending on the application. However, users may overlook some critical factors, like proper material selection, which can lead to pump failure and safety concerns.
While chemical pumps serve essential functions, not all processes are seamless. Wear and tear can result in leaks or inefficiencies—issues that require regular maintenance and monitoring. The 2021 Pump Market Report emphasized that about 25% of pump failures are related to improper installation or maintenance. This highlights the need for skilled personnel who understand the nuances of chemical handling systems for optimal performance.
What is a Chemical Pump and How Does It Work?
| Dimension |
Details |
| Type of Chemical Pump |
Centrifugal Pump |
| Common Applications |
Water treatment, Chemical processing, Food and beverage, Pharmaceuticals |
| Maximum Flow Rate |
1500 gallons per minute |
| Materials Used |
Stainless Steel, PVC, PTFE |
| Typical Operating Pressure |
30-150 psi |
| Power Sources |
Electric, Pneumatic, Hydraulic |
| Advantages |
Efficient fluid transfer, Versatile applications, Low maintenance |
| Disadvantages |
Limited to specific fluids, Can be costly with maintenance |
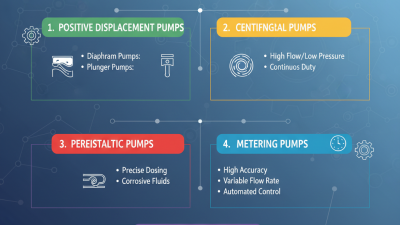
Types of Chemical Pumps Used in Industry
Chemical pumps play a crucial role in various industries. They are designed to transport corrosive and hazardous fluids safely. Each type of pump has unique applications and features that determine its suitability for specific tasks.
There are mainly three types of chemical pumps used in industry: diaphragm pumps, centrifugal pumps, and gear pumps. Diaphragm pumps excel in handling viscous fluids. They can achieve a high level of accuracy in flow rates. According to a market research report by Grand View Research, the global diaphragm pump market was valued at over $2 billion in 2022, emphasizing their industrial significance.
Centrifugal pumps, on the other hand, are versatile and widely used due to their simplicity and efficiency. They are suitable for a range of chemicals. However, their performance can decline with highly viscous fluids. This limitation can lead to inefficient operations and increased maintenance. Gear pumps are ideal for transferring thick and viscous substances. Their mechanical design enables precise flow control. According to studies, gear pumps maintain efficiency levels exceeding 90% in optimal conditions, but they require regular checks to avoid wear.
Choosing the right pump is critical. Many factors come into play, such as fluid properties, temperature, and required flow rate. A poorly chosen pump can lead to costly downtimes. It is vital for industry professionals to stay updated on the latest advancements in pump technology to enhance operational efficiency.
Types of Chemical Pumps Used in Industry
Key Components of Chemical Pumps
A chemical pump is designed to move corrosive or hazardous liquids safely. Understanding its key components is vital for effective operation.
The heart of a chemical pump is the motor. It powers the pump and determines its efficiency. Next is the impeller, which helps move the fluid through the pump. The casing surrounds the impeller and protects it from external damage. A seal is crucial to prevent leaks, especially with dangerous chemicals. Regular maintenance of these parts can prevent mishaps.
Tip: Always inspect the seals for wear. They are the first line of defense against leaks.
Another important component is the inlet and outlet ports. These are where the fluid enters and leaves the pump. They should match the system’s specifications to ensure proper flow. Attention to detail is essential; mismatched ports can lead to system failures.
Tip: Double-check connections during installation. They must be secure to avoid leaks and ensure safety.
Finally, consider the control system. It regulates pump performance and keeps everything running smoothly. Investing time in understanding these components can lead to
better efficiency and
safety.
Principles of Operation for Chemical Pumps
Chemical pumps are essential in various industries for transporting corrosive and viscous fluids. Their operation relies on specific principles tailored to the properties of the chemicals being handled. These pumps can vary in design, including diaphragm, peristaltic, and centrifugal types, but they all share the same goal: efficient fluid transfer.
One key principle of operation is the creation of a pressure differential. For example, peristaltic pumps use rollers to compress a flexible tube, pushing the fluid forward. This method minimizes contamination risks and is ideal for handling delicate liquids. Reports indicate that the global chemical pump market is expected to reach USD 6.4 billion by 2027, growing at a CAGR of 4.5%. This growth reflects the increasing demand for safe and effective chemical transfer solutions.
Reliability is crucial in chemical pump operations. Regular maintenance and monitoring are needed to avoid failures, which can lead to costly downtime. However, there remains a challenge in defining optimal maintenance schedules. Some studies show that over 30% of pump failures result from insufficient maintenance. Understanding the limitations and making necessary adjustments are vital for ensuring the long-term success of chemical pumps in any application.
Applications of Chemical Pumps in Various Sectors
Chemical pumps are vital in numerous industries, facilitating the transfer of various fluids. These pumps excel in handling corrosive substances, slurries, and highly viscous materials. In the chemical manufacturing sector, they are often used to transport acids, alkalis, and other reactive agents. According to a recent industry report, the global chemical pump market is expected to reach $5 billion by 2026, driven by increasing demand for chemical processing.
In the oil and gas sector, chemical pumps play a crucial role in enhancing oil recovery. They are used to inject chemicals that aid in the extraction process, improving efficiency. The pharmaceutical industry also relies heavily on these pumps for accurate dosing of active ingredients. A study indicated that precise flow rates are critical in ensuring product quality and compliance with regulatory standards.
Tip: Always assess the compatibility of your pump materials with the fluid being transported. Chemical reactions can degrade materials and lead to failures. Regular maintenance checks can enhance pump longevity and efficiency. Consider installing flow meters for better monitoring and control.
In food processing, hygiene is paramount. Chemical pumps must meet stringent health regulations. The handling of cleaning agents and sanitizers is essential. Improper use can lead to contamination risks. This highlights the need for ongoing training and awareness in operational practices. Upgrading to more efficient pump systems can also yield long-term savings.